
Page 122 - Carmex - Inch Catalog 2018-19 Rev. B
P. 122
®
Tiny Tools
HK Cutting Data
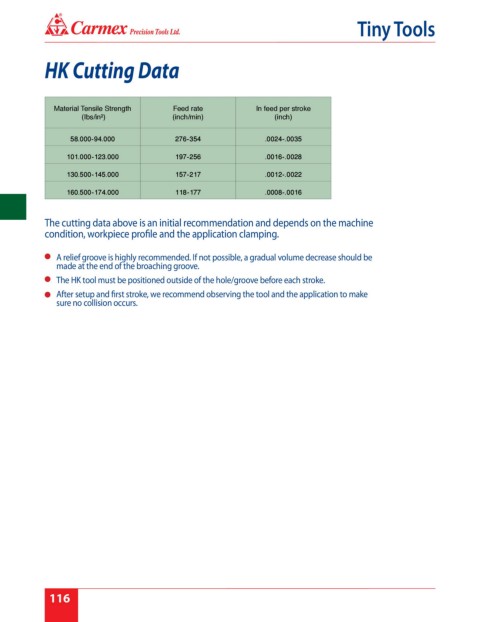
Material Tensile Strength Feed rate In feed per stroke
(Ibs/in²) (inch/min) (inch)
58.000-94.000 276-354 .0024-.0035
101.000-123.000 197-256 .0016-.0028
130.500-145.000 157-217 .0012-.0022
160.500-174.000 118-177 .0008-.0016
The cutting data above is an initial recommendation and depends on the machine
condition, workpiece profile and the application clamping.
A relief groove is highly recommended. If not possible, a gradual volume decrease should be
made at the end of the broaching groove.
The HK tool must be positioned outside of the hole/groove before each stroke.
After setup and first stroke, we recommend observing the tool and the application to make
sure no collision occurs.
116