
Page 32 - Carmex - X-treme Taps (Inch)
P. 32
®
Supercut Taps
Troubleshooting
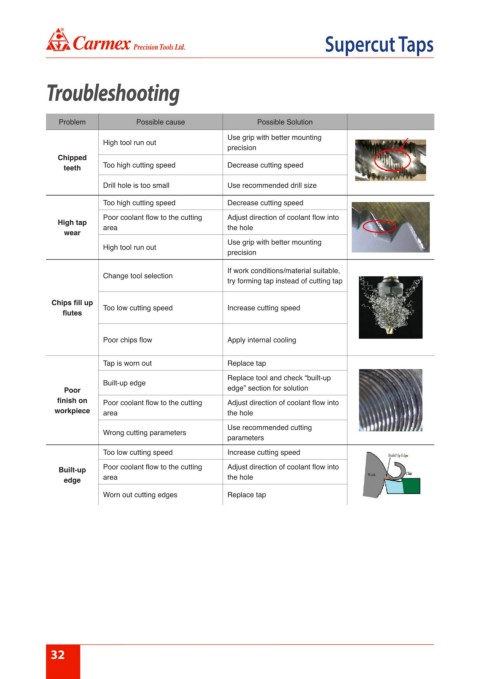
Problem Possible cause Possible Solution
Use grip with better mounting
High tool run out
precision
Chipped
Too high cutting speed Decrease cutting speed
teeth
Drill hole is too small Use recommended drill size
Too high cutting speed Decrease cutting speed
Poor coolant flow to the cutting Adjust direction of coolant flow into
High tap
area the hole
wear
Use grip with better mounting
High tool run out
precision
If work conditions/material suitable,
Change tool selection
try forming tap instead of cutting tap
Chips fill up
Too low cutting speed Increase cutting speed
flutes
Poor chips flow Apply internal cooling
Tap is worn out Replace tap
Replace tool and check “built-up
Built-up edge
Poor edge” section for solution
finish on Poor coolant flow to the cutting Adjust direction of coolant flow into
workpiece area the hole
Use recommended cutting
Wrong cutting parameters
parameters
Too low cutting speed Increase cutting speed
Built-up Poor coolant flow to the cutting Adjust direction of coolant flow into
edge area the hole
Worn out cutting edges Replace tap
32