
Page 383 - Carmex - Metric Catalog 2021
P. 383
®
Mill-Thread Technical Section
Cutting Data
Mini Mill-Thread MTSH and FSH
MT9 Sub-Micron Grade with advanced PVD triple coating.
Ultra-Fine carbide grade with high hardness and toughness provides an excellent
MT6
solution for machining steels, stainless steels, and super alloys Ni or Ti base.
With a universal PVD multi-layer coating, provides high heat and wear resistance.
MT3 Ultra-Fine carbide grade with PVD multi-layer coating for machining Super
Alloys and Hard materials up to 65 HRc.
Provides supreme edge stability with high heat and wear resistance.
For increased productivity and high performance.
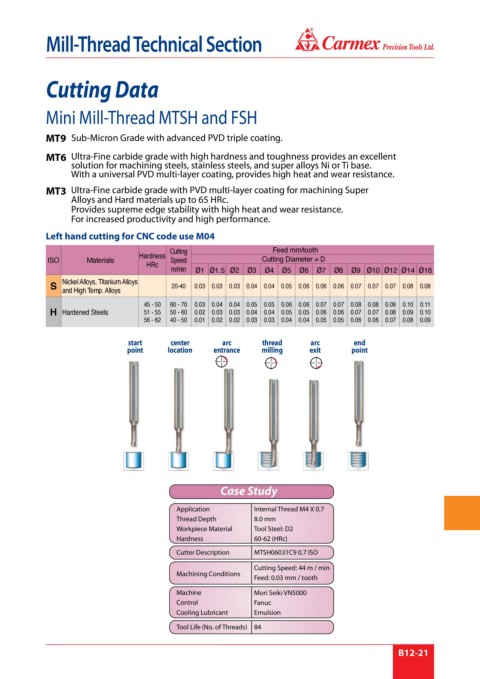
Left hand cutting for CNC code use M04
Cutting Feed mm/tooth
Hardness
ISO Materials Speed Cutting Diameter = D
HRc
m/min ø1 ø1.5 ø2 ø3 ø4 ø5 ø6 ø7 ø8 ø9 ø10 ø12 ø14 ø16
Nickel Alloys, Titanium Alloys
S 20-40 0.03 0.03 0.03 0.04 0.04 0.05 0.06 0.06 0.06 0.07 0.07 0.07 0.08 0.08
and High Temp. Alloys
45 - 50 60 - 70 0.03 0.04 0.04 0.05 0.05 0.06 0.06 0.07 0.07 0.08 0.08 0.09 0.10 0.11
H Hardened Steels 51 - 55 50 - 60 0.02 0.03 0.03 0.04 0.04 0.05 0.05 0.06 0.06 0.07 0.07 0.08 0.09 0.10
56 - 62 40 - 50 0.01 0.02 0.02 0.03 0.03 0.04 0.04 0.05 0.05 0.06 0.06 0.07 0.08 0.09
start center arc thread arc end
point location entrance milling exit point
Case Study
Application Internal Thread M4 X 0.7
Thread Depth 8.0 mm
Workpiece Material Tool Steel: D2
Hardness 60-62 (HRc)
Cutter Description MTSH06031C9 0.7 ISO
Cutting Speed: 44 m / min
Machining Conditions
Feed: 0.03 mm / tooth
Machine Mori Seiki VN5000
Control Fanuc
Cooling Lubricant Emulsion
Tool Life (No. of Threads) 84
B12-21