
Page 379 - Carmex - Metric Catalog 2021
P. 379
®
Mill-Thread Technical Section
Cutting Data
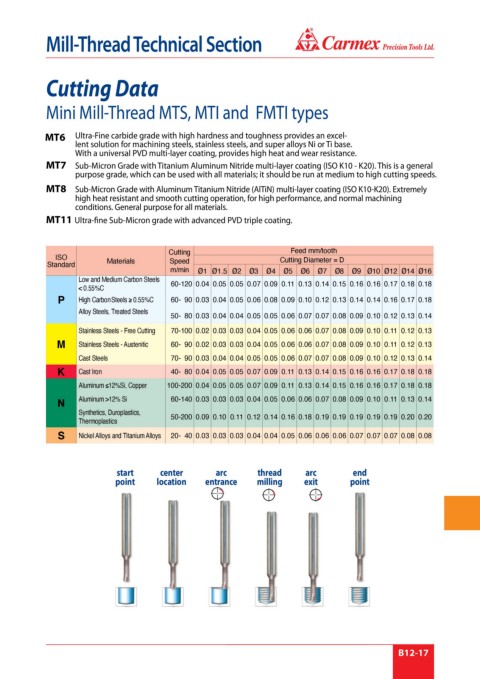
Mini Mill-Thread MTS, MTI and FMTI types
MT6
Ultra-Fine carbide grade with high hardness and toughness provides an excel-
lent solution for machining steels, stainless steels, and super alloys Ni or Ti base.
With a universal PVD multi-layer coating, provides high heat and wear resistance.
MT7 Sub-Micron Grade with Titanium Aluminum Nitride multi-layer coating (ISO K10 - K20). This is a general
purpose grade, which can be used with all materials; it should be run at medium to high cutting speeds.
MT8 Sub-Micron Grade with Aluminum Titanium Nitride (AlTiN) multi-layer coating (ISO K10-K20). Extremely
high heat resistant and smooth cutting operation, for high performance, and normal machining
conditions. General purpose for all materials.
MT11 Ultra-fine Sub-Micron grade with advanced PVD triple coating.
Cutting Feed mm/tooth
ISO Materials Speed Cutting Diameter = D
Standard
m/min ø1 ø1.5 ø2 ø3 ø4 ø5 ø6 ø7 ø8 ø9 ø10 ø12 ø14 ø16
Low and Medium Carbon Steels
60-120 0.04 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18
< 0.55%C
P High Carbon Steels ≥ 0.55%C 60- 90 0.03 0.04 0.05 0.06 0.08 0.09 0.10 0.12 0.13 0.14 0.14 0.16 0.17 0.18
Alloy Steels, Treated Steels
50- 80 0.03 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.10 0.12 0.13 0.14
Stainless Steels - Free Cutting 70-100 0.02 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13
M Stainless Steels - Austenitic 60- 90 0.02 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13
Cast Steels 70- 90 0.03 0.04 0.04 0.05 0.05 0.06 0.07 0.07 0.08 0.09 0.10 0.12 0.13 0.14
K Cast Iron 40- 80 0.04 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18
Aluminum ≤12%Si, Copper 100-200 0.04 0.05 0.05 0.07 0.09 0.11 0.13 0.14 0.15 0.16 0.16 0.17 0.18 0.18
N Aluminum >12% Si 60-140 0.03 0.03 0.03 0.04 0.05 0.06 0.06 0.07 0.08 0.09 0.10 0.11 0.13 0.14
Synthetics, Duroplastics, 50-200 0.09 0.10 0.11 0.12 0.14 0.16 0.18 0.19 0.19 0.19 0.19 0.19 0.20 0.20
Thermoplastics
S Nickel Alloys and Titanium Alloys 20- 40 0.03 0.03 0.03 0.04 0.04 0.05 0.06 0.06 0.06 0.07 0.07 0.07 0.08 0.08
start center arc thread arc end
point location entrance milling exit point
B12-17