
Page 380 - Carmex - Metric Catalog 2021
P. 380
®
Mill-Thread Technical Section
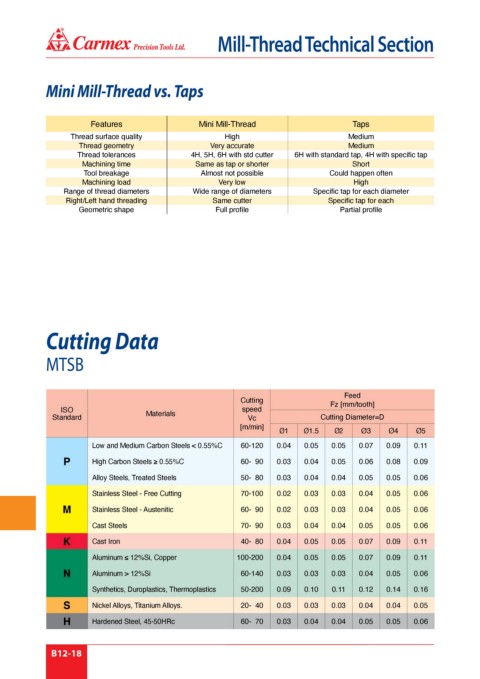
Mini Mill-Thread vs. Taps
Features Mini Mill-Thread Taps
Thread surface quality High Medium
Thread geometry Very accurate Medium
Thread tolerances 4H, 5H, 6H with std cutter 6H with standard tap, 4H with specific tap
Machining time Same as tap or shorter Short
Tool breakage Almost not possible Could happen often
Machining load Very low High
Range of thread diameters Wide range of diameters Specific tap for each diameter
Right/Left hand threading Same cutter Specific tap for each
Geometric shape Full profile Partial profile
Cutting Data
MTSB
Feed
Cutting
Fz [mm/tooth]
ISO speed
Standard Materials Vc Cutting Diameter=D
[m/min]
Ø1 Ø1.5 Ø2 Ø3 Ø4 Ø5
Low and Medium Carbon Steels < 0.55%C 60-120 0.04 0.05 0.05 0.07 0.09 0.11
P High Carbon Steels ≥ 0.55%C 60- 90 0.03 0.04 0.05 0.06 0.08 0.09
Alloy Steels, Treated Steels 50- 80 0.03 0.04 0.04 0.05 0.05 0.06
Stainless Steel - Free Cutting 70-100 0.02 0.03 0.03 0.04 0.05 0.06
M Stainless Steel - Austenitic 60- 90 0.02 0.03 0.03 0.04 0.05 0.06
Cast Steels 70- 90 0.03 0.04 0.04 0.05 0.05 0.06
K Cast Iron 40- 80 0.04 0.05 0.05 0.07 0.09 0.11
Aluminum ≤ 12%Si, Copper 100-200 0.04 0.05 0.05 0.07 0.09 0.11
N Aluminum > 12%Si 60-140 0.03 0.03 0.03 0.04 0.05 0.06
Synthetics, Duroplastics, Thermoplastics 50-200 0.09 0.10 0.11 0.12 0.14 0.16
S Nickel Alloys, Titanium Alloys. 20- 40 0.03 0.03 0.03 0.04 0.04 0.05
H Hardened Steel, 45-50HRc 60- 70 0.03 0.04 0.04 0.05 0.05 0.06
B12-18