
Page 425 - Carmex - Inch Catalog 2022
P. 425
®
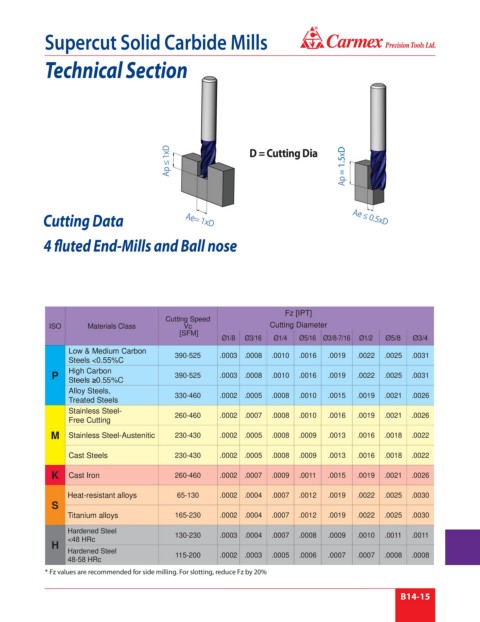
Supercut Solid Carbide Mills
Technical Section
Ap ≤ 1xD D = Cutting Dia Ap = 1.5xD
Cutting Data Ae= 1xD Ae ≤ 0.5xD
4 fluted End-Mills and Ball nose
Fz [IPT]
Cutting Speed
ISO Materials Class Vc Cutting Diameter
[SFM]
Ø1/8 Ø3/16 Ø1/4 Ø5/16 Ø3/8-7/16 Ø1/2 Ø5/8 Ø3/4
Low & Medium Carbon
390-525 .0003 .0008 .0010 .0016 .0019 .0022 .0025 .0031
Steels <0.55%C
High Carbon
P 390-525 .0003 .0008 .0010 .0016 .0019 .0022 .0025 .0031
Steels ≥0.55%C
Alloy Steels,
330-460 .0002 .0005 .0008 .0010 .0015 .0019 .0021 .0026
Treated Steels
Stainless Steel- 260-460 .0002 .0007 .0008 .0010 .0016 .0019 .0021 .0026
Free Cutting
M Stainless Steel-Austenitic 230-430 .0002 .0005 .0008 .0009 .0013 .0016 .0018 .0022
Cast Steels 230-430 .0002 .0005 .0008 .0009 .0013 .0016 .0018 .0022
K Cast Iron 260-460 .0002 .0007 .0009 .0011 .0015 .0019 .0021 .0026
Heat-resistant alloys 65-130 .0002 .0004 .0007 .0012 .0019 .0022 .0025 .0030
S
Titanium alloys 165-230 .0002 .0004 .0007 .0012 .0019 .0022 .0025 .0030
Hardened Steel 130-230 .0003 .0004 .0007 .0008 .0009 .0010 .0011 .0011
<48 HRc
H
Hardened Steel
115-200 .0002 .0003 .0005 .0006 .0007 .0007 .0008 .0008
48-58 HRc
* Fz values are recommended for side milling. For slotting, reduce Fz by 20%
Alternative
B14-15