
Page 306 - Carmex - Inch Catalog 2018-19 Rev. B
P. 306
®
Mill - Thread Technical Section
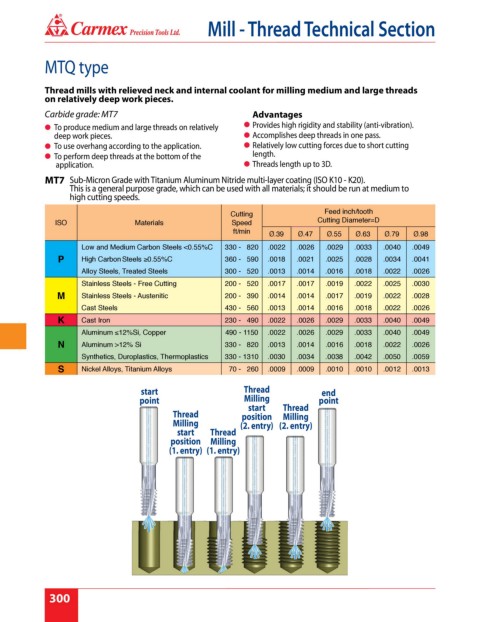
MTQ type
Thread mills with relieved neck and internal coolant for milling medium and large threads
on relatively deep work pieces.
Carbide grade: MT7 Advantages
To produce medium and large threads on relatively Provides high rigidity and stability (anti-vibration).
deep work pieces. Accomplishes deep threads in one pass.
To use overhang according to the application. Relatively low cutting forces due to short cutting
To perform deep threads at the bottom of the length.
application. Threads length up to 3D.
MT7 Sub-Micron Grade with Titanium Aluminum Nitride multi-layer coating (ISO K10 - K20).
This is a general purpose grade, which can be used with all materials; it should be run at medium to
high cutting speeds.
Feed inch/tooth
Cutting
Cutting Diameter=D
ISO Materials Speed
ft/min Ø.39 Ø.47 Ø.55 Ø.63 Ø.79 Ø.98
Low and Medium Carbon Steels <0.55%C 330 - 820 .0022 .0026 .0029 .0033 .0040 .0049
P High Carbon Steels ≥0.55%C 360 - 590 .0018 .0021 .0025 .0028 .0034 .0041
Alloy Steels, Treated Steels 300 - 520 .0013 .0014 .0016 .0018 .0022 .0026
Stainless Steels - Free Cutting 200 - 520 .0017 .0017 .0019 .0022 .0025 .0030
M Stainless Steels - Austenitic 200 - 390 .0014 .0014 .0017 .0019 .0022 .0028
Cast Steels 430 - 560 .0013 .0014 .0016 .0018 .0022 .0026
K Cast Iron 230 - 490 .0022 .0026 .0029 .0033 .0040 .0049
Aluminum ≤12%Si, Copper 490 - 1150 .0022 .0026 .0029 .0033 .0040 .0049
N Aluminum >12% Si 330 - 820 .0013 .0014 .0016 .0018 .0022 .0026
Synthetics, Duroplastics, Thermoplastics 330 - 1310 .0030 .0034 .0038 .0042 .0050 .0059
S Nickel Alloys, Titanium Alloys 70 - 260 .0009 .0009 .0010 .0010 .0012 .0013
start Thread end
point Milling point
start
Thread position Thread
Milling
Milling (2. entry) (2. entry)
start Thread
position Milling
(1. entry) (1. entry)
8 300