
Page 302 - Carmex - Inch Catalog 2018-19 Rev. B
P. 302
®
Mill - Thread Technical Section
Cutting Data
CMT type
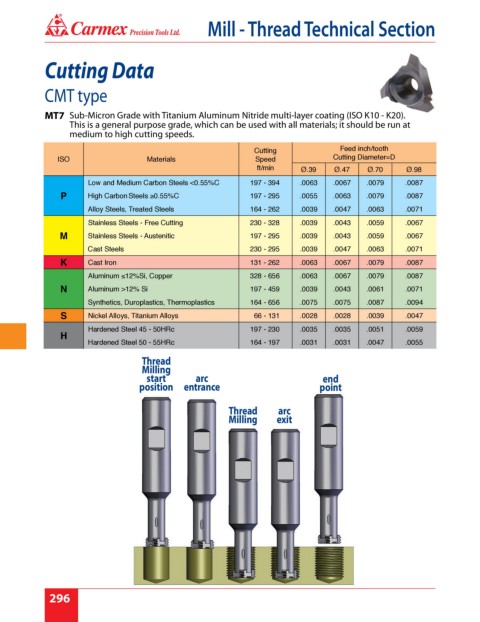
MT7 Sub-Micron Grade with Titanium Aluminum Nitride multi-layer coating (ISO K10 - K20).
This is a general purpose grade, which can be used with all materials; it should be run at
medium to high cutting speeds.
Cutting Feed inch/tooth
ISO Materials Speed Cutting Diameter=D
ft/min Ø.39 Ø.47 Ø.70 Ø.98
Low and Medium Carbon Steels <0.55%C 197 - 394 .0063 .0067 .0079 .0087
P High Carbon Steels ≥0.55%C 197 - 295 .0055 .0063 .0079 .0087
Alloy Steels, Treated Steels 164 - 262 .0039 .0047 .0063 .0071
Stainless Steels - Free Cutting 230 - 328 .0039 .0043 .0059 .0067
M Stainless Steels - Austenitic 197 - 295 .0039 .0043 .0059 .0067
Cast Steels 230 - 295 .0039 .0047 .0063 .0071
K Cast Iron 131 - 262 .0063 .0067 .0079 .0087
Aluminum ≤12%Si, Copper 328 - 656 .0063 .0067 .0079 .0087
N Aluminum >12% Si 197 - 459 .0039 .0043 .0061 .0071
Synthetics, Duroplastics, Thermoplastics 164 - 656 .0075 .0075 .0087 .0094
S Nickel Alloys, Titanium Alloys 66 - 131 .0028 .0028 .0039 .0047
Hardened Steel 45 - 50HRc 197 - 230 .0035 .0035 .0051 .0059
H
Hardened Steel 50 - 55HRc 164 - 197 .0031 .0031 .0047 .0055
Thread
Milling
start arc end
position entrance point
Thread arc
Milling exit
8 296