
Page 310 - Carmex - Inch Catalog 2018-19 Rev. B
P. 310
®
Mill - Thread Technical Section
Mini Mill-Thread MTS and MTI types
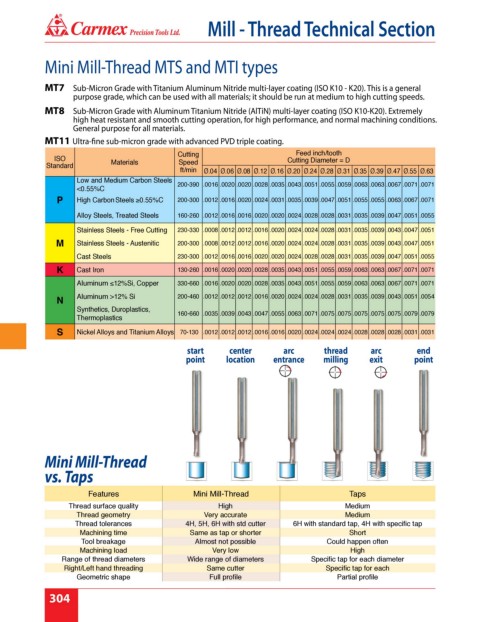
MT7 Sub-Micron Grade with Titanium Aluminum Nitride multi-layer coating (ISO K10 - K20). This is a general
purpose grade, which can be used with all materials; it should be run at medium to high cutting speeds.
MT8 Sub-Micron Grade with Aluminum Titanium Nitride (AlTiN) multi-layer coating (ISO K10-K20). Extremely
high heat resistant and smooth cutting operation, for high performance, and normal machining conditions.
General purpose for all materials.
MT11 Ultra-fine sub-micron grade with advanced PVD triple coating.
Cutting Feed inch/tooth
ISO Cutting Diameter = D
Standard Materials Speed
ft/min Ø.04 Ø.06 Ø.08 Ø.12 Ø.16 Ø.20 Ø.24 Ø.28 Ø.31 Ø.35 Ø.39 Ø.47 Ø.55 Ø.63
Low and Medium Carbon Steels 200-390 .0016 .0020 .0020 .0028 .0035 .0043 .0051 .0055 .0059 .0063 .0063 .0067 .0071 .0071
<0.55%C
P High Carbon Steels ≥0.55%C 200-300 .0012 .0016 .0020 .0024 .0031 .0035 .0039 .0047 .0051 .0055 .0055 .0063 .0067 .0071
Alloy Steels, Treated Steels 160-260 .0012 .0016 .0016 .0020 .0020 .0024 .0028 .0028 .0031 .0035 .0039 .0047 .0051 .0055
Stainless Steels - Free Cutting 230-330 .0008 .0012 .0012 .0016 .0020 .0024 .0024 .0028 .0031 .0035 .0039 .0043 .0047 .0051
M Stainless Steels - Austenitic 200-300 .0008 .0012 .0012 .0016 .0020 .0024 .0024 .0028 .0031 .0035 .0039 .0043 .0047 .0051
Cast Steels 230-300 .0012 .0016 .0016 .0020 .0020 .0024 .0028 .0028 .0031 .0035 .0039 .0047 .0051 .0055
K Cast Iron 130-260 .0016 .0020 .0020 .0028 .0035 .0043 .0051 .0055 .0059 .0063 .0063 .0067 .0071 .0071
Aluminum ≤12%Si, Copper 330-660 .0016 .0020 .0020 .0028 .0035 .0043 .0051 .0055 .0059 .0063 .0063 .0067 .0071 .0071
Aluminum >12% Si 200-460 .0012 .0012 .0012 .0016 .0020 .0024 .0024 .0028 .0031 .0035 .0039 .0043 .0051 .0054
N
Synthetics, Duroplastics, 160-660 .0035 .0039 .0043 .0047 .0055 .0063 .0071 .0075 .0075 .0075 .0075 .0075 .0079 .0079
Thermoplastics
S Nickel Alloys and Titanium Alloys 70-130 .0012 .0012 .0012 .0016 .0016 .0020 .0024 .0024 .0024 .0028 .0028 .0028 .0031 .0031
start center arc thread arc end
point location entrance milling exit point
Mini Mill-Thread
vs. Taps
Features Mini Mill-Thread Taps
Thread surface quality High Medium
Thread geometry Very accurate Medium
Thread tolerances 4H, 5H, 6H with std cutter 6H with standard tap, 4H with specific tap
Machining time Same as tap or shorter Short
Tool breakage Almost not possible Could happen often
Machining load Very low High
Range of thread diameters Wide range of diameters Specific tap for each diameter
Right/Left hand threading Same cutter Specific tap for each
Geometric shape Full profile Partial profile
8 304