
Page 78 - Carmex - Inch Catalog 2018-19 Rev. B
P. 78
®
Thread Turning Inserts Technical Section
Thread Turning - Step by Step
Step 1 : Choose Thread Turning Method
Step 2 : Choose Insert
Step 3 : Choose Toolholder
Step 4 : Choose Insert Grade
Step 5 : Choose Thread Turning Speed
Step 6 : Choose Number of Threading Passes
In most cases the above mentioned 6 steps would be the steps needed to ensure a good thread. When cutting more
complicated threads such as TRAPEZ, ACME, BUTTRESS or SAGE, it is advisable to check the effect of the thread
“HELIX ANGLE” on the “RESULTANT FLANK CLEARANCE” . If is smaller than 2°, an anvil change is required.
Step 7 : Find Thread Helix Angle
Step 8 : Choose Correct Anvil
EXAMPLES:
Example No. 1:
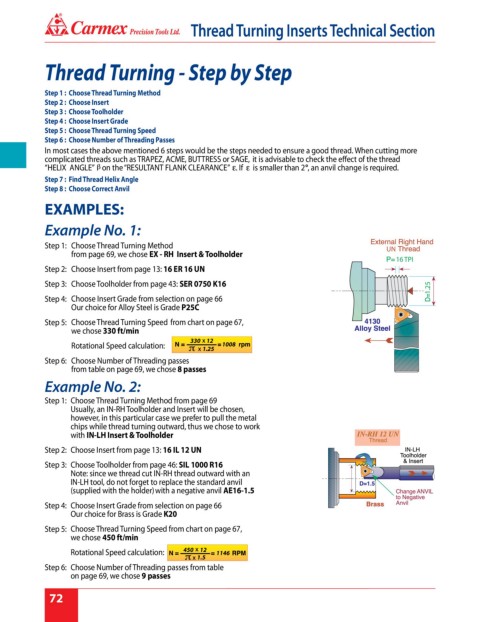
Step 1: Choose Thread Turning Method UN
from page 69, we chose EX - RH Insert & Toolholder
16 TPI
Step 2: Choose Insert from page 13: 16 ER 16 UN
Step 3: Choose Toolholder from page 43: SER 0750 K16 1.25
Step 4: Choose Insert Grade from selection on page 66
Our choice for Alloy Steel is Grade P25C
Step 5: Choose Thread Turning Speed from chart on page 67,
we chose 330 ft/min
Rotational Speed calculation: 330 12 1008
1.25
Step 6: Choose Number of Threading passes
from table on page 69, we chose 8 passes
Example No. 2:
Step 1: Choose Thread Turning Method from page 69
Usually, an IN-RH Toolholder and Insert will be chosen,
however, in this particular case we prefer to pull the metal
chips while thread turning outward, thus we chose to work
with IN-LH Insert & Toolholder
Step 2: Choose Insert from page 13: 16 IL 12 UN
Step 3: Choose Toolholder from page 46: SIL 1000 R16
Note: since we thread cut IN-RH thread outward with an
IN-LH tool, do not forget to replace the standard anvil
(supplied with the holder) with a negative anvil AE16-1.5
Step 4: Choose Insert Grade from selection on page 66
Our choice for Brass is Grade K20
Step 5: Choose Thread Turning Speed from chart on page 67,
we chose 450 ft/min
Rotational Speed calculation: 450 12 1146
1.5
Step 6: Choose Number of Threading passes from table
on page 69, we chose 9 passes
72