
Page 79 - Carmex - Inch Catalog 2018-19 Rev. B
P. 79
®
Thread Turning Inserts Technical Section
Example No. 3:
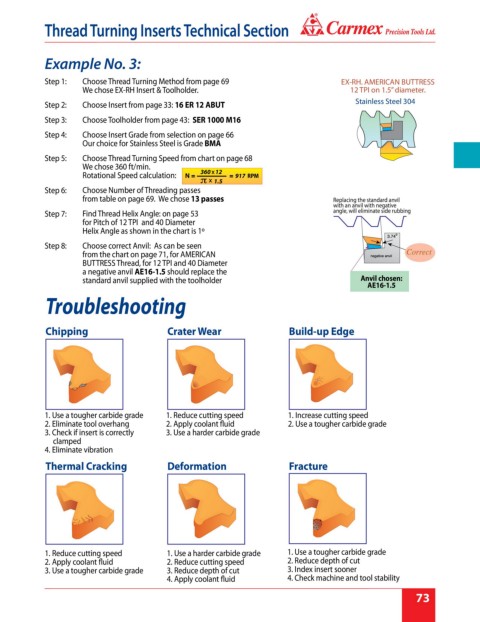
Step 1: Choose Thread Turning Method from page 69 EX-RH. AMERICAN BUTTRESS
We chose EX-RH Insert & Toolholder. 12 TPI on 1.5” diameter.
Stainless Steel 304
Step 2: Choose Insert from page 33: 16 ER 12 ABUT
Step 3: Choose Toolholder from page 43: SER 1000 M16
Step 4: Choose Insert Grade from selection on page 66
Our choice for Stainless Steel is Grade BMA
Step 5: Choose Thread Turning Speed from chart on page 68
We chose 360 ft/min.
Rotational Speed calculation: 360 12 917 RPM
1.5
Step 6: Choose Number of Threading passes
from table on page 69. We chose 13 passes Replacing the standard anvil
with an anvil with negative
Step 7: Find Thread Helix Angle: on page 53 angle, will eliminate side rubbing
for Pitch of 12 TPI and 40 Diameter
Helix Angle as shown in the chart is 1º
Step 8: Choose correct Anvil: As can be seen
from the chart on page 71, for AMERICAN
BUTTRESS Thread, for 12 TPI and 40 Diameter
a negative anvil AE16-1.5 should replace the
standard anvil supplied with the toolholder Anvil chosen:
AE16-1.5
Troubleshooting
Chipping Crater Wear Build-up Edge
1. Use a tougher carbide grade 1. Reduce cutting speed 1. Increase cutting speed
2. Eliminate tool overhang 2. Apply coolant fluid 2. Use a tougher carbide grade
3. Check if insert is correctly 3. Use a harder carbide grade
clamped
4. Eliminate vibration
Thermal Cracking Deformation Fracture
1. Reduce cutting speed 1. Use a harder carbide grade 1. Use a tougher carbide grade
2. Apply coolant fluid 2. Reduce cutting speed 2. Reduce depth of cut
3. Use a tougher carbide grade 3. Reduce depth of cut 3. Index insert sooner
4. Apply coolant fluid 4. Check machine and tool stability
73