
Page 30 - Carmex - Diamond Tools
P. 30
®
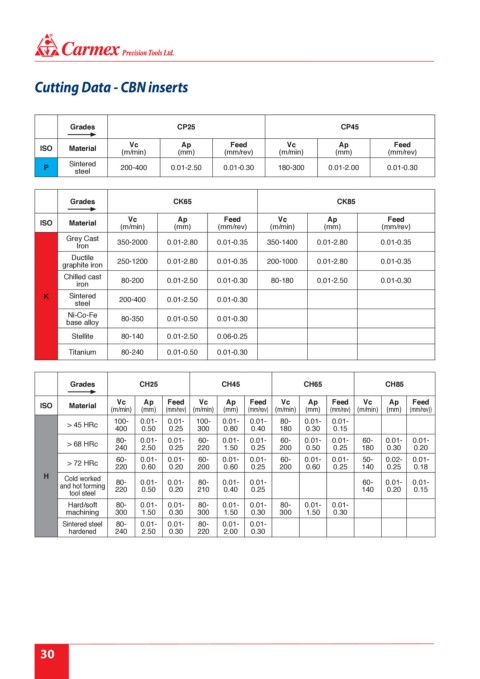
Cutting Data - CBN inserts
Grades CP25 CP45
Vc Ap Feed Vc Ap Feed
ISO Material
(m/min) (mm) (mm/rev) (m/min) (mm) (mm/rev)
Sintered
P 200-400 0.01-2.50 0.01-0.30 180-300 0.01-2.00 0.01-0.30
steel
Grades CK65 CK85
Vc Ap Feed Vc Ap Feed
ISO Material
(m/min) (mm) (mm/rev) (m/min) (mm) (mm/rev)
Grey Cast 350-2000 0.01-2.80 0.01-0.35 350-1400 0.01-2.80 0.01-0.35
Iron
Ductile
graphite iron 250-1200 0.01-2.80 0.01-0.35 200-1000 0.01-2.80 0.01-0.35
Chilled cast
iron 80-200 0.01-2.50 0.01-0.30 80-180 0.01-2.50 0.01-0.30
K Sintered 200-400 0.01-2.50 0.01-0.30
steel
Ni-Co-Fe 80-350 0.01-0.50 0.01-0.30
base alloy
Stellite 80-140 0.01-2.50 0.06-0.25
Titanium 80-240 0.01-0.50 0.01-0.30
Grades CH25 CH45 CH65 CH85
Vc Ap Feed Vc Ap Feed Vc Ap Feed Vc Ap Feed
ISO Material
(m/min) (mm) (mm/rev) (m/min) (mm) (mm/rev) (m/min) (mm) (mm/rev) (m/min) (mm) (mm/rev))
100- 0.01- 0.01- 100- 0.01- 0.01- 80- 0.01- 0.01-
> 45 HRc
400 0.50 0.25 300 0.80 0.40 180 0.30 0.15
80- 0.01- 0.01- 60- 0.01- 0.01- 60- 0.01- 0.01- 60- 0.01- 0.01-
> 68 HRc
240 2.50 0.25 220 1.50 0.25 200 0.50 0.25 180 0.30 0.20
60- 0.01- 0.01- 60- 0.01- 0.01- 60- 0.01- 0.01- 50- 0.02- 0.01-
> 72 HRc
220 0.60 0.20 200 0.60 0.25 200 0.60 0.25 140 0.25 0.18
H Cold worked
80-
60-
80-
and hot forming 220 0.01- 0.01- 210 0.01- 0.01- 140 0.01- 0.01-
0.20
0.50
0.20
0.25
0.40
0.15
tool steel
Hard/soft 80- 0.01- 0.01- 80- 0.01- 0.01- 80- 0.01- 0.01-
machining 300 1.50 0.30 300 1.50 0.30 300 1.50 0.30
Sintered steel 80- 0.01- 0.01- 80- 0.01- 0.01-
hardened 240 2.50 0.30 220 2.00 0.30
30