
Page 369 - Carmex - Metric Catalog 2021
P. 369
®
Mill-Thread Technical Section
Spiral Mill-Thread Inserts Speed and Feed
Selection
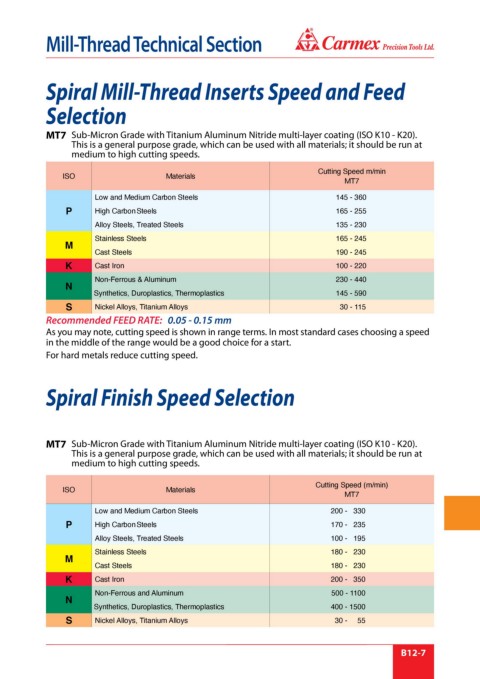
MT7 Sub-Micron Grade with Titanium Aluminum Nitride multi-layer coating (ISO K10 - K20).
This is a general purpose grade, which can be used with all materials; it should be run at
medium to high cutting speeds.
Cutting Speed m/min
ISO Materials
MT7
Low and Medium Carbon Steels 145 - 360
P High Carbon Steels 165 - 255
Alloy Steels, Treated Steels 135 - 230
Stainless Steels 165 - 245
M
Cast Steels 190 - 245
K Cast Iron 100 - 220
Non-Ferrous & Aluminum 230 - 440
N
Synthetics, Duroplastics, Thermoplastics 145 - 590
S Nickel Alloys, Titanium Alloys 30 - 115
Recommended FEED RATE: 0.05 - 0.15 mm
As you may note, cutting speed is shown in range terms. In most standard cases choosing a speed
in the middle of the range would be a good choice for a start.
For hard metals reduce cutting speed.
Spiral Finish Speed Selection
MT7 Sub-Micron Grade with Titanium Aluminum Nitride multi-layer coating (ISO K10 - K20).
This is a general purpose grade, which can be used with all materials; it should be run at
medium to high cutting speeds.
Cutting Speed (m/min)
ISO Materials
MT7
Low and Medium Carbon Steels 200 - 330
P High Carbon Steels 170 - 235
Alloy Steels, Treated Steels 100 - 195
Stainless Steels 180 - 230
M
Cast Steels 180 - 230
K Cast Iron 200 - 350
Non-Ferrous and Aluminum 500 - 1100
N
Synthetics, Duroplastics, Thermoplastics 400 - 1500
S Nickel Alloys, Titanium Alloys 30 - 55
B12-7