
Page 366 - Carmex - Metric Catalog 2021
P. 366
®
Mill-Thread Technical Section
Carmex Mill-Thread catalog and
CNC programming Software
This software is provided by Carmex to assist you, the
thread milling user, to select and apply the correct tool
to machine threads on CNC machining centers. The
program will find tools and inserts which are suitable
for your application, calculate cutting data and
generate a CNC program for a variety of controls.
The software is available at our website:
carmex.com
Example of Thread Milling CNC Program
for Internal Threading
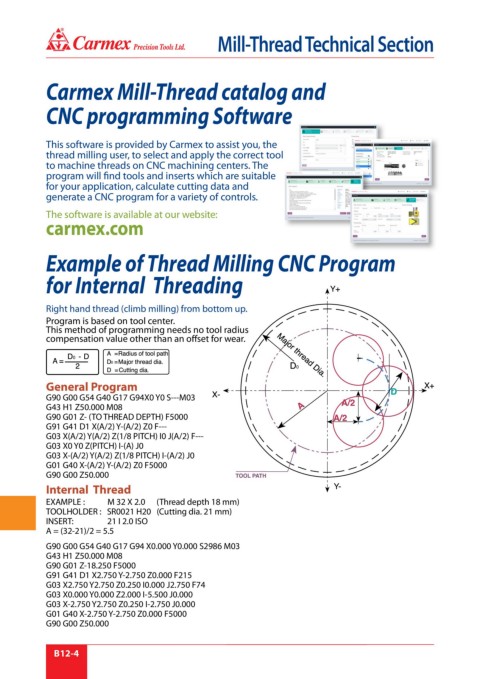
Right hand thread (climb milling) from bottom up.
Program is based on tool center.
This method of programming needs no tool radius
compensation value other than an offset for wear.
0
0
0
General Program
G90 G00 G54 G40 G17 G94X0 Y0 S---M03
G43 H1 Z50.000 M08
G90 G01 Z- (TO THREAD DEPTH) F5000
G91 G41 D1 X(A/2) Y-(A/2) Z0 F---
G03 X(A/2) Y(A/2) Z(1/8 PITCH) I0 J(A/2) F---
G03 X0 Y0 Z(PITCH) I-(A) J0
G03 X-(A/2) Y(A/2) Z(1/8 PITCH) I-(A/2) J0
G01 G40 X-(A/2) Y-(A/2) Z0 F5000
G90 G00 Z50.000
Internal Thread
EXAMPLE : M 32 X 2.0 (Thread depth 18 mm)
TOOLHOLDER : SR0021 H20 (Cutting dia. 21 mm)
INSERT: 21 I 2.0 ISO
A = (32-21)/2 = 5.5
G90 G00 G54 G40 G17 G94 X0.000 Y0.000 S2986 M03
G43 H1 Z50.000 M08
G90 G01 Z-18.250 F5000
G91 G41 D1 X2.750 Y-2.750 Z0.000 F215
G03 X2.750 Y2.750 Z0.250 I0.000 J2.750 F74
G03 X0.000 Y0.000 Z2.000 I-5.500 J0.000
G03 X-2.750 Y2.750 Z0.250 I-2.750 J0.000
G01 G40 X-2.750 Y-2.750 Z0.000 F5000
G90 G00 Z50.000
B12-4