
Page 7 - Carmex - Type-K Sintered Threading Inserts
P. 7
®
Type-K Threading Inserts
Technical Section
Recommended cutting speed
ISO Cutting speed (m/min)
Standard
KMR KBL
P 70-180 70-180
M 110-160 110-160
K 90-140 110-150
N 190-350 190-350
S 30-70 30-60
H 20-50 30-70
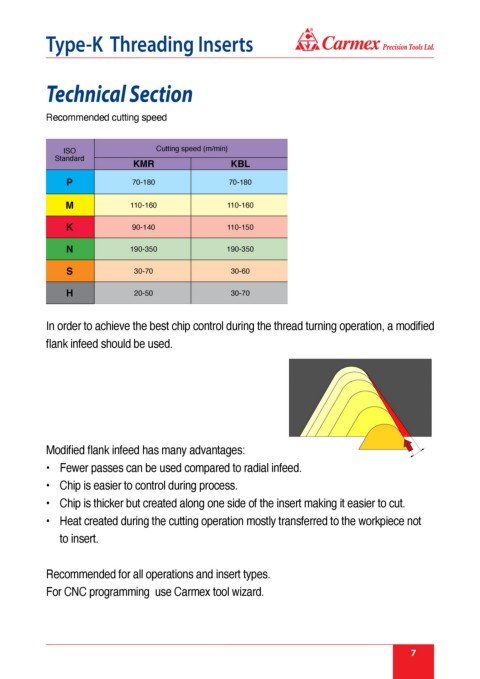
In order to achieve the best chip control during the thread turning operation, a modified
flank infeed should be used.
Modified flank infeed has many advantages:
• Fewer passes can be used compared to radial infeed.
• Chip is easier to control during process.
• Chip is thicker but created along one side of the insert making it easier to cut.
• Heat created during the cutting operation mostly transferred to the workpiece not
to insert.
Recommended for all operations and insert types.
For CNC programming use Carmex tool wizard.
7