
Page 46 - Carmex - Tiny Tools 2020
P. 46
®
Tiny Tools
CMR General Recommendations
Coolant fluid
Dry machining should not be performed under any circumstances.
It is necessary to use an internal coolant in all applications.
Oil or Emulsion lubricants are recommended for best performance.
In the event of low coolant pressure, adding an external coolant can improve the tool
operation.
The cooling stream is designed to provide three benefits:
1. Cooling the cutting edge of the tool, and the contact area.
2. Pushing the chip away from the tool quickly, thereby reducing wear of the edge.
3. Helping to break the chip into smaller pieces and evacuating them from the cutting area.
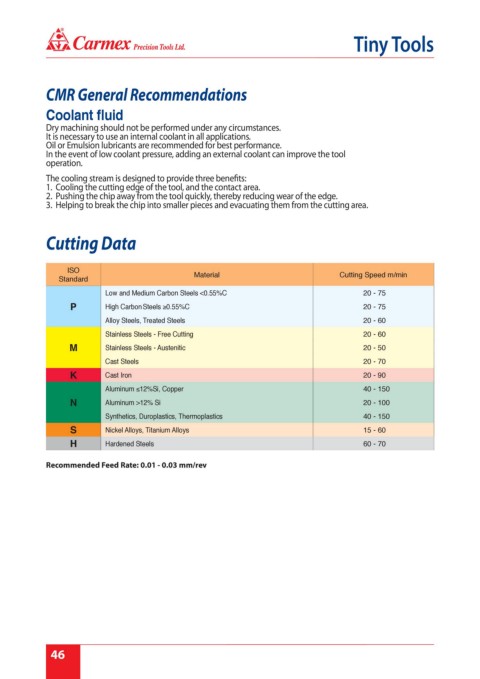
Cutting Data
ISO
Material Cutting Speed m/min
Standard
Low and Medium Carbon Steels <0.55%C 20 - 75
P High Carbon Steels ≥0.55%C 20 - 75
Alloy Steels, Treated Steels 20 - 60
Stainless Steels - Free Cutting 20 - 60
M Stainless Steels - Austenitic 20 - 50
Cast Steels 20 - 70
K Cast Iron 20 - 90
Aluminum ≤12%Si, Copper 40 - 150
N Aluminum >12% Si 20 - 100
Synthetics, Duroplastics, Thermoplastics 40 - 150
S Nickel Alloys, Titanium Alloys 15 - 60
H Hardened Steels 60 - 70
Recommended Feed Rate: 0.01 - 0.03 mm/rev
46